MTBF
出自 MBA智库百科(https://wiki.mbalib.com/)
MTBF(Mean Time Between Failure,平均故障間隔時間)
目錄 |
MTBF,平均故障間隔時間又稱平均無故障時間,英文全稱是“Mean Time Between Failures”指可修複產品兩次相鄰故障之間的平均時間,記為MTBF。MTBF是衡量一個產品(尤其是電器產品)的可靠性指標。單位為“小時”。它反映了產品的時間質量,是體現產品在規定時間內保持功能的一種能力。具體來說,它僅適用於可維修產品。同時也規定產品在總的使用階段累計工作時間與故障次數的比值為MTBF。磁碟陣列產品一般MTBF不能低於50000小時。
隨著伺服器的廣泛應用,對伺服器的可靠性提出了更高的要求。所謂“可靠性”,就是產品在規定條件下和規定時間內完成規定功能的能力;反之,產品或其一部分不能或將不能完成規定的功能是出故障。概括地說,產品故障少的就是可靠性高,產品的故障總數與壽命單位總數之比叫“故障率”(Failure rate),常用λ表示。例如正在運行中的100只硬碟,一年之內出了2次故障,則每個硬碟的故障率為0.02次/年。當產品的壽命服從指數分佈時,其故障率的倒數就叫做平均故障間隔時間(Mean Time Between Failures),簡稱MTBF。
設有一個可修複的產品在使用過程中,共計發生過N0次故障,每次故障後經過修複又和新的一樣繼續投入使用,其工作時間分別為: ,那麼產品的平均故障間隔時間,也就是平均壽命為Q為:
,那麼產品的平均故障間隔時間,也就是平均壽命為Q為:
通常,我們在產品的手冊或包裝上能夠看到這個MTBF值,如8000小時,2萬小時,那麼,MTBF的數值是怎樣算出來的呢,假設一臺電腦的MTBF 為3萬小時,是不是把這臺電腦連續運行3萬小時檢測出來的呢?答案是否定的,如果是那樣的話,我們有那麼多產品要用幾十年都檢測不完的。其實,關於 MTBF值的計算方法,目前最通用的權威性標準是MIL-HDBK-217、GJB/Z299B和Bellcore,分別用於軍工產品和民用產品。其中,MIL-HDBK-217是由美國國防部可靠性分析中心及Rome實驗室提出併成為行業標準,專門用於軍工產品MTBF值計算,GJB/Z299B是我國軍用標準;而Bellcore是由AT&TBell實驗室提出併成為商用電子產品MTBF值計算的行業標準。
MTBF計算中主要考慮的是產品中每個器件的失效率。但由於器件在不同的環境、不同的使用條件下其失效率會有很大的區別,例如,同一產品在不同的環境下,如在實驗室和海洋平臺上,其可靠性值肯定是不同的;又如一個額定電壓為16V的電容在實際電壓為25V和5V下的失效率肯定是不同的。所以,在計算可靠性指標時,必須考慮上述多種因素。所有上述這些因素,幾乎無法通過人工進行計算,但藉助於軟體如MTBFcal軟體和其龐大的參數庫,我們就能夠輕鬆的得出MTBF值。
可靠性是最初是確定一個系統在一個特定的運行時間內有效運行的概率的一個標準。可靠性的衡量需要系統在某段時間內保持正常的運行。
目前,使用最為廣泛的一個衡量可靠性的參數是,MTTF(mean time to failure,平均失效前時間),定義為隨機變數、出錯時間等的"期望值"。但是,MTTF經常被錯誤地理解為,"能保證的最短的生命周期"。MTTF 的長短,通常與使用周期中的產品有關,其中不包括老化失效。
MTTR(mean time to restoration,平均恢復前時間),源自於IEC 61508中的平均維護時間(mean time to repair),目的是為了清楚界定術語中的時間的概念,MTTR是隨機變數恢復時間得期望值。它包括確認失效發生所必需的時間,以及維護所需要的時間。 MTTR也必須包含獲得配件的時間,維修團隊的響應時間,記錄所有任務的時間,還有將設備重新投入使用的時間。
MTBF(Mean time between failures,平均故障間隔時間)定義為,失效或維護中所需要的平均時間,包括故障時間以及檢測和維護設備的時間。對於一個簡單的可維護的元件,MTBF = MTTF + MTTR。因為MTTR通常遠小於MTTF,所以MTBF近似等於MTTF,通常由MTTF替代。MTBF用於可維護性和不可維護的系統。
MTBF分析的目的[1]
1)針對高頻率故障零件的重點對策及零件壽命延長的技術改造依據。
2)進行零件壽命周期的推算及最佳維修計劃編製。
4)用於指導內外部維修工作分配。根據公司內設備修複能力的評價,以設備類型、作業種類的不同來決定內部分別承擔工作的維修質量與設備效率方面的風險,作為維修外包的重要參考。
5)設定備品備件基準。機械、電氣零件的各儲備項目及基本庫存數量,應根據MTBF的記錄分析來判斷,使其庫存水平達到最經濟的狀況。
6)作為選擇維修技術方法改善重點的參考依據。為了提高設備開動率,必須縮短與設備停機相關的長時間維修作業及工程調整、切換的時間。因此,有必要對維護作業方法進行檢驗,而其檢驗的項目、優先順序的選擇等基本情況,均需要依據MTBF的分析記錄表。
7)用於設備對象設定預估運行時間標準,及其維護作業的選定與維護時間標準的研究。維修計劃預估時間標準的設定及維護作業的選定,必須考慮設備維護重覆周期或標準時間值與實際維護時間的差異及相應維護作業特性等因素,因此,MTBF分析表是非常必要的。
8)圖樣整理及重新選定重點設備或零件時的參考。MTBF的分析記錄表所記錄的設備零件改造項目或摩擦劣化等信息,以及設備圖樣修改或前期製作等情況,通過能經常作分析檢驗及重要性排序管理,可以使工程圖樣管理變得更容易。
9)運行操作標準的設定、修訂及決定設備維護業務的責任分派。
10)提供設備的可靠性、可維修性設計的技術資料。維護技術最重要的是以MTBF分析表為基礎,收集有關設備的可靠性、可維修性設計的技術信息,以便提供給設計部門在設計設備時參考。
MTBF分析的應用[1]
1)對於維修部門而言,很難瞭解維修活動與產品質量間的關係。例如,就故障修理而言,一般多以功能修理為重點,不會去確認維修作業所達到的產品質量改善的情況。但如何將產品質量和維修活動相結合,是非常重要的,MTBF分析表可作為重要的參考資料。
2)PM(生產維修)是著重以設備診斷技術為中心的預知維修,但其具體課題結果是很難把握的;從MTBF分析表中,找出設備診斷技術開發的課題,是一種很有效果的做法。
3)設備培訓資料的製作:培養對設備熟悉、能力強的人員是PM的重要課題,然而一般培訓多以市面上銷售書籍為範本,並沒有充分結合自己公司、單位的問題狀況,與書本上所述的背景問更存在著差異。因此,如果能利用MTBF分析,培訓有關公司生產設備的結構、功能、薄弱環節及註意事項,是較具體的做法。
4)關於設備壽命周期費用(LifeCycleCost,LCC)的把握及其研究資料:MTBF分析表,是以設備為主體,經長期而編製的一覽表。因此,根據設備所發生的維修作業、費用、備品備件及損失的發生狀況,來掌握設備壽命周期費用資料,是設備一生管理的重要基礎。綜上所述,MTBF分析不僅是維修記錄的方法之一,其維修記錄更可作為維護活動、管理和技術活動指南的原始資料,價值和意義重大。
製作MTBF分析表的註意事項[1]
1)應具備一覽性,儘可能將相關資料整理在一張表上,不要散亂。
2)將一特定期間內的維修數據及相關資料,按照時間序列進行整理、記錄,以便於瞭解。
3)可同時進行維修的記錄和分析。
4)多花點心思,在一張表內整理多種信息:不僅可以將設備故障或維修資料記錄下來,還可將質量、安全、成本等信息整理成與製造、設計、技術相關的參考資料。
5)通過MTBF分析表即可瞭解設備管理的重點。
6)通過MTBF分析表可判斷故障和維護的關係。
7)瞭解改善對策及對策實施後的效果。
8)應使任何人都可容易進行資料的記錄。例如在一年設備開動期間曾發生4次故障,則平均故障間隔時間為3個月。以【圖1】為例,可以推算出每3個月將會發生一次故障。另外,也可依照這些故障點的分佈狀況,推斷下次可能發生故障的設備部位及零件。

MTBF分析表製作的五個步驟[1]
步驟1:確定要分析的設備對象——通常先選擇重點設備來記錄,也可以按某類設備群或針對設備某重點部位進行記錄。
步驟2:故障資料的收集——以過去3~5年或至少30次以上的設備故障資料來分析。
步驟3:故障分佈圖的繪製——將設備整體示意圖繪出,利用步驟2的資料,標示出故障部位,如【圖2】所示。

步驟4:編製MTBF分析表(如【圖3】所示)。

·分析表的內容以能記入一年的資料為準。
·將步驟3的內容,按部位類別、發生日期順序記錄。
·儘可能用圖形方式或顏色類別、記號記錄,以增加易讀性。
·持續記錄到“設備突發故障為零時”為止。
步驟5:故障分析及對策的檢驗。
·由MTBF分析表來做故障原因分析及對策檢驗(常用的分析方法包括柏拉圖、特征要因圖(魚骨圖)和故障樹法等,如【圖4】所示)。
·對策方法應採用易懂的方式,並切實可行。

案例一:MTBF分佈模型的案例分析[2]
考核機電產品的可靠性水平通常用平均故障間隔時間(MTBF)來衡量,即:考核產品在規定條件下和規定時間內,完成規定功能的能力。根據考核結果(MTBF)的值,判斷該產品目前在國內外同類產品中所處地位,對於可靠性水平較低的產品,提出相應改進措施,切實提高產品可靠性。歸根結底要對MTBF進行分析。
下麵以某數控機床廠生產的系列加工中心為例,通過對採用定時截尾的方法對6台同系列不同編號的加工中心現場使用情況所收集的共30條數據進行分析,根據故障觀測值的分佈形狀來擬合已知線形,應用數理統計中的參數估計、假設檢驗等方法進行驗證,從而判斷出故障間隔時間的分佈模型,為進行故障分析、預測及實現可靠性增長提供了理論依據。
- 1 故障間隔時間分佈模型的初步判斷
- 1. 1 概率密度的觀測值
下麵由該系列加工中心故障間隔時間的觀測值來擬合其概率密度函數。將故障間隔時間的觀測值t∈[7.06, 1494.51]分為13組,如表1所示。
表1 TH42系列加工中心故障頻率
Table 1
| 組號 | 區間上 | 區間下 | 組中值 | 頻數 | 頻率 | 累計 |
| 1 | 7.06 | 121.48 | 64.27 | 4 | 0.1333 | 0.1333 |
| 2 | 121.48 | 235.9 | 178.69 | 3 | 0.1 | 0.2333 |
| 3 | 235.9 | 350.32 | 293.11 | 4 | 0.1333 | 0.3667 |
| 4 | 350.32 | 464.74 | 407.53 | 4 | 0.1333 | 0.5 |
| 5 | 464.74 | 579.16 | 521.95 | 5 | 0.1667 | 0.6667 |
| 6 | 579.16 | 693.58 | 636.37 | 1 | 0.0333 | 0.7 |
| 7 | 693.58 | 807.99 | 750.79 | 4 | 0.1333 | 0.8333 |
| 8 | 807.99 | 922.41 | 865.2 | 2 | 0.0667 | 0.9 |
| 9 | 922.41 | 1036.83 | 979.62 | 0 | 0 | 0.9 |
| 10 | 1036.83 | 1151.25 | 1094.04 | 0 | 0 | 0.9 |
| 11 | 1151.25 | 1265.67 | 1208.46 | 1 | 0.0333 | 0.9333 |
| 12 | 1265.67 | 1380.09 | 1322.88 | 1 | 0.0333 | 0.9667 |
| 13 | 1380.09 | 1494.51 | 1437.3 | 1 | 0.0333 | 1 |

 (1)
(1)式中:ni———每組故障間隔時間中的故障頻數;
n———早期故障總頻數,本試驗為30次;
 ———組距,為114.42h。
———組距,為114.42h。
由此擬合出的概率密度函數的曲線如圖5所示。
由概率論可知,故障間隔時間的概率密度曲線呈單調下降趨勢。可見,該加工中心故障間隔時間所服從的分佈不會是正態分佈或對數正態分佈,而可能是指數分佈或威布爾分佈。
- 1. 2 MTBF的經驗分佈函數
式中:T———故障間隔時間總體;t———任意故障間隔時間。
設t1,t2,……,tn為故障間隔時間的觀測值,由該組觀測值所得到的故障間隔時間的順序統計量為
t(1),t(2),……,t(n),則該加工中心故障間隔時間的經驗分佈函數為: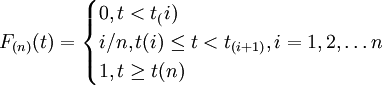 (3)
(3)當樣本容量n足夠大時,用樣本觀測值所求出的經驗分佈函數F(n)(t)與理論分佈函數F(t)之差的最大值便足夠的小,此時可由F(n)(t)來估計F(t)。
故障間隔時間的分佈函數F(t)同其密度函數f(t)之間的關係為:同理,若故障間隔時間概率密度函數f(t)呈單調上升趨勢,則分佈函數F(t)在正半軸上將是凹的。
由上述討論可知,由經驗分佈函數F(n)(t)可估計理論分佈函數F(t),而由F(t)的形狀可初步判斷f(t)的形狀,所以由F(n)(t)的形狀亦可初步判斷f(t)的形狀。
由式(3)可知,F(n)(t)的圖形是階梯形折線圖,為擬合出F(n)(t)的連續曲線,將式(3)簡化為:F(n)(t)=i/n,i=1,2,……,n (7)
下麵對F(n)(t)進行擬合。將該系列加工中心故障間隔時間的觀測值t∈[7.06,1494.51]分為13組。以每組時間的中值為橫坐標,每組的累積頻率為縱坐標,由此擬合出的F(n)(t)的曲線如圖6所示。
由圖可知,故障間隔時間的經驗分佈函數F(n)(t)為外凸,無拐點。可見,該加工中心故障間隔時間所服從的分佈不會是正態分佈或對數正態分佈,而可能是指數分佈或威布爾分佈。
- 2 故障間隔時間分佈模型的擬合檢驗
已知該加工中心故障間隔時間可能服從指數分佈或威布爾分佈。而威布爾分佈包含指數分佈。所以假設故障間隔時間服從威布爾分佈,為確定該加工中心故障間隔時間分佈規律,可用最小二乘法進行參數估計,並運用相關係數法來檢驗威布爾分佈。
- 2. 1 初選分佈模型
通常在實際應用時,我們假設產品剛剛投入生產時產品便發生故障。這樣就可以用兩參數威布爾分佈對故障間隔時間的分佈規律進行研究。
則公式為:![f(t)=\frac{\beta}{\alpha}(\frac{t}{\alpha})^{\beta-1}exp[-(\frac{t}{\alpha})^\beta],t\ge 0](/w/images/math/a/d/a/ada2c3e9097c7d800f56b936293692ca.png) (8)
(8)![F(t)=1-exp[-(\frac{t}{\alpha})^\beta],t\ge 0](/w/images/math/5/9/4/5948e469c28b427314b42d53a9fa2120.png) (9)
(9)- 2. 2 參數估計
- (1)一元線性回歸模型
分佈類型的參數估計方法可分為圖估計法、矩法、極大似然法及最小二乘法等。對於威布爾分佈、極值分佈等不含積分的累積分佈函數採用一元線性回歸方法進行參數估計。
假設試驗中獲得n對試驗數據:(x1,y1)、(x2,y2)、……、(xn,yn),將它們標在直角坐標紙上,從圖形上
看,數據點大體上散佈在某條直線周圍,變數間近似地呈現為線性關係。可作一直線,設直線方程為:
式中,參數B為該直線的斜率,A為截矩。
- (2)用最小二乘法進行參數估計
 (10)
(10)
 (11)
(11) (12)
(12)首先將試驗所得到的故障間隔時間數據ti按由小到大的次序排列,並取中位秩作為各試驗點的У值。然後假設一種分佈類型,進行變換後,即可用式(1-14)式進行計算,估計得繫數B、A後,即可進行原函數的參數估計。
對於兩參數威布爾分佈,其累積分佈函數為:式中:t≥0;k > 0,k為形狀參數;b > 0,b為尺寸參數。
對式(1-15)兩端進行變換,並取自然對數得:![\ln \ln \Big \{1/\bigg [(1-F(t))\bigg ]\Big \}=\beta\ln t-\beta \ln \alpha](/w/images/math/e/8/5/e8548d9e0c09031bdf5a5edc2d03c5d7.png) (14)
(14) 令:![y=\ln \ln \Big \{1/\bigg [(1-F(t))\bigg ]\Big \}](/w/images/math/c/4/5/c45dfa31699a4fcd6b30ff368ecc8408.png) ,x = lnt,B=β,A=-βlnα
,x = lnt,B=β,A=-βlnα
則:y=A+BX (15)
通過最小二乘法對威布爾分佈的兩參數進行估計。求得:B=0.864,A=-5.5714
又因為B=β,A=-βlnα,所以β=0.864,α=631.746
- 2. 3 威布爾分佈的假設檢驗
- (1)線性相關性檢驗
![\hat{\rho }=\frac{\sum_{i=1}^n x_iy_i-n\bar{xy}}{\sqrt{[\sum_{i=1}^n x_i^2-nx^2][\sum_{i=1}^n y_i^2-ny^2]}}](/w/images/math/7/5/d/75db8bf6f5f329718d01a2ed4af72db8.png) (16)
(16) 相關係數 為線性相關,其值越接近1,表示x與y的線性相關性越強。當
為線性相關,其值越接近1,表示x與y的線性相關性越強。當 時,則也認為x與y是線性相關的。其中ρα是相關係數起碼值,當n = 30,顯著性水平= 0. 1時,相關係數起碼值ρα = 0.3055。求得:
時,則也認為x與y是線性相關的。其中ρα是相關係數起碼值,當n = 30,顯著性水平= 0. 1時,相關係數起碼值ρα = 0.3055。求得: ,且
所以x與y是線性相關的,即線性回歸的效果是顯著的。
,且
所以x與y是線性相關的,即線性回歸的效果是顯著的。
- (2)分佈擬合的假設檢驗
常用的擬合優度檢驗方法有x2檢驗法和d檢驗法。x2檢驗法一般只用於大樣本,而且對於截尾樣本容易犯第Ⅱ類錯誤;d檢驗法比x2檢驗法精細,而且實用於小樣本的情況。本加工中心的故障數據比較適用於d檢驗。所以將對該系列加工中心故障間隔時間的分佈函數進行d檢驗。
d檢驗法的拒絕域為: (17)
(17)式中:F0(x)———原假設分佈函數;Fn(x)———樣本大小為n的經驗分佈函數;Dn,α———臨界值。
將n個試驗數據按由小到大的次序排列,根據假設的分佈,計算每個數據對應的F0(xi),將其與經驗分佈函數Fn(xi)進行比較,其中差值的最大絕對值即檢驗統計量Dn的觀察值。將Dn與臨界值Dn,α進行比較。滿足下列條件,則接受原假設,否則拒絕原假設。
假設故障間隔時間服從威布爾分佈F(t)=1-[exp-(t/631.746)0.864]
可求得:Dn,α=0.2227 Dn=0.158,因為Dn,α>Dn,故接受原假設。
所以故障間隔時間(MTBF)服從威布爾分佈。
- 3 結論
該系列加工中心故障符合威布爾分佈;分佈模型為:F(t)=1-[exp-(t/631.746)0.864]。
由此可以進行故障預測,預測下一次故障發生的時間間隔,為保證數控機床可靠性提供理論基礎。







MTBF寫的還是很難理解,主要列舉的實例太少